想知道<南通>【当地】防腐钢管无缝管一站式供应厂家产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:<南通>【当地】防腐钢管无缝管一站式供应厂家的图文介绍
鑫邦源特钢有限公司自成立以来,坚持以守诚、便捷、资源整合、促进行业为理念,坚守主业、专注副业,深挖 南通高压化肥管、上下游产业结构,以行业健康领军为愿景,为 南通高压化肥管、行业的健康发展为使命,狠抓管理、认真学习、专业培训,打造出一支专业化团队,成为了行业的新星。

直埋式预制保温管的优点
1、保温性能良好,热损失仅为传统管道的25%,长期运行可节约大量能源,显著降低能源成本。
2、具有较强的防水和耐腐蚀性能,不需要敷设管道槽。可直接埋于地下或水中,施工简单快捷,综合成本低。
3、它还具有良好的耐低温腐蚀和抗冲击性能,可直接埋于地下冻土中。
4、使用寿命可达30~50年,正确安装和使用可使管网维修费用极低硬质聚氨酯保温管适用于城市供热、电力供热、水保温、输油管道等直接埋地工程,具有环保节能、防腐保温、防冻抗寒、经济美观等优点.
正因为有了这些突出的优点,直埋预制保温管的应用才会越来越广泛,所以应用中常见的问题不过是安装和施工而已


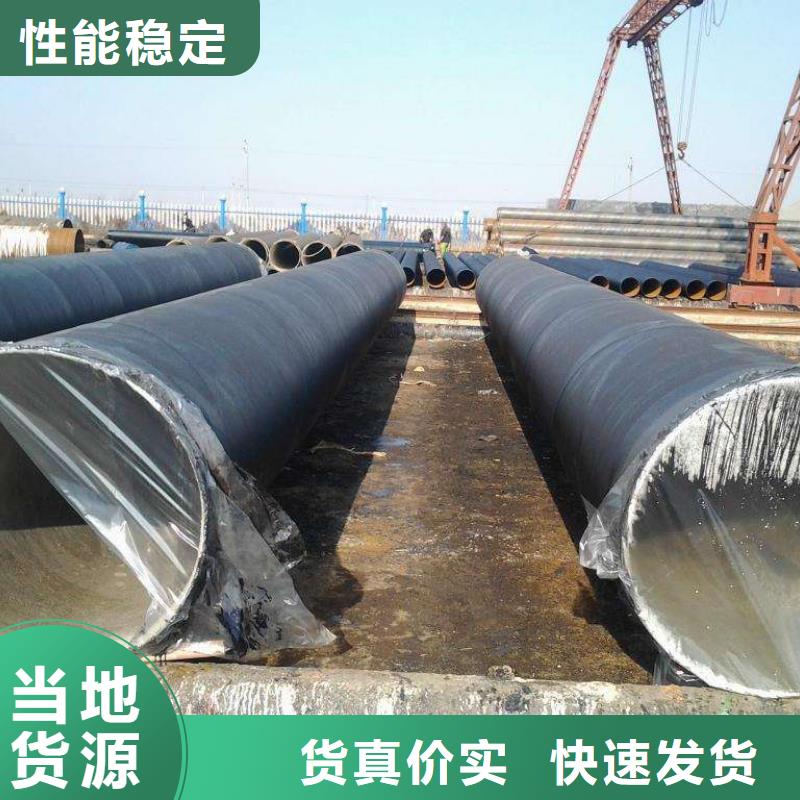
防腐钢管结构的特点
防腐钢管结构:首先一层是环氧粉末,第二层胶粘剂,第三层聚乙烯。三种材料融为一体,并与钢管牢固结合形成优良的防腐层。
防腐钢管优点:
1、防腐钢管管道具有极高的密封性,长期运行可大大的节约能源,减少成本,保护环境。
2、很强的耐腐蚀能力,施工方简有速,使用寿命可达30-50年。
3、在低温条件下也具有良好的耐腐蚀和耐冲击性,PE吸水率低。
4、同时具备环氧强度高,PE吸水性低和热熔胶柔软性好等,有很高的防腐可靠性。
防腐钢管用途:这种防腐的特点是制作工艺简单,防腐效果好,价格低廉,是管道制造业普遍认同的防腐方法2、石油天然气用三层聚乙烯(3PE)钢管防腐、二层聚乙烯(2PE)钢管防腐。防腐钢管标准:SY/T0413-2002;DIN30670。



大家都知道3pe防腐钢管的防腐层厚度直接关系着防腐效果,在这一点上 都是有明确要求的,因此一定要掌握防腐层厚度的检测方法。目前3pe防腐钢管厚度检测最常见的方法就是采用测厚仪进行测量。测厚仪是用来测量材料及物体厚度的仪表。在工业生产中常用来连续或抽样测量产品的厚度(如钢板、钢带、薄膜、纸张、金属箔片等材料)。这类仪表中有利用α射线、β射线、γ射线穿透特性的放射性厚度计;有利用超声波频率变化的超声波厚度计;有利用涡流原理的电涡流厚度计;还有利用机械接触式测量原理的测厚仪等。
3pe防腐钢管适合露天场合吗?
3pe防腐钢管在进行存储的时候适合露天场合吗?这是很多防腐钢管厂家都会头疼的一个问题,如果用管单位不能及时提货,防腐钢管厂家必须进行存储,如果进行露天存放,就会被暴晒,这样势必会影响3PE防腐钢管的防腐效果,如果直接存放到车间内部,量小的还可以,如果量大的话,很难找到这样大面积的场所,因此我公司建议用管单位一定要及时提货,时间如果过长哪一个厂家都会收取一定的存储费用。





 扫一扫
扫一扫